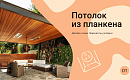



Облицовка стен и потолков натуральной древесиной — один из наиболее выигрышных вариантов для квартир, загородных домов, кафе, гостиниц. Одним из наиболее востребованных отделочных материалов является вагонка штиль, производство которой представляет собой достаточно сложный процесс. Технология изготовления вагонки штиль прекрасно отработана, что позволяет получить материал великолепного качества с превосходными эксплуатационными и эстетическими свойствами.
Виды материалов для вагонки
Для отделки помещений применяют материалы, созданные из разных пород дерева. Для изготовления вагонки штиль могут использоваться как хвойные породы дерева, так и лиственные. Наиболее популярными считаются:
- лиственница;
- сосна;
- кедр;
- ель;
- осина;
- липа;
- ольха.
Осиновая вагонка штиль выпускается сравнительно редко, но остальные разновидности пользуются огромным спросом.
Вагонка штиль из лиственных пород может применяться для отделки стен бань и саун, поскольку она не выделяет смолы при нагреве. Хвойные породы интересны тем, что обеспечивают в помещениях идеальный микроклимат и насыщают воздух полезными для здоровья фитонцидами. Кроме того, древесина кедра, лиственницы или ели не боится влаги, так что ее можно использовать не только для внутренних, но и для наружных работ.
Требования к цеху для производства
 Собираясь заняться изготовлением вагонки штиль, многие не до конца представляют себе особенности технологии и требования к оснащению производственного цеха. Для организации производства необходимо достаточно просторное помещение, в котором можно будет поддерживать благоприятный для древесины режим влажности и температуры.
Собираясь заняться изготовлением вагонки штиль, многие не до конца представляют себе особенности технологии и требования к оснащению производственного цеха. Для организации производства необходимо достаточно просторное помещение, в котором можно будет поддерживать благоприятный для древесины режим влажности и температуры.
В минимальный набор оборудования для изготовления готовой продукции из бревен входят:
- ленточная пилорама, на которой будет осуществляться распиловка стволов на доски;
- современная камера для сушки древесины;
- четырехсторонний станок, на котором будет изготавливаться продукция.
Поскольку последний является основным оборудованием, необходимо выбрать модель, соответствующую предполагаемым объемам производства. Современные станки имеют производительность 18-20 метров в минуту. Они обеспечивают высокое качество обработки поверхности хвойной или лиственной древесины и позволяют точно соблюдать заданные размеры.
В качестве дополнительного оборудования цеха по производству вагонки нередко используются приспособления для упаковки готовой продукции.
Подготовительный этап
Начальный этап производства вагонки штиль — очистка бревен от коры и их распиловка на пилораме. Готовая обрезная доска проходит тщательную сортировку по размерам и качеству. Качественное сырье для изготовления отделочных материалов не должно иметь трещин, сучков, смоляных кармашков или участков вросшей коры.
Поскольку на пилораму, как правило, поступает древесина естественной влажности, необходимо провести ее сушку. Она может осуществляться естественным путем, однако этот процесс занимает достаточно много времени, поэтому его используют только компании, располагающие большими складами для сырья. На сравнительно небольших производствах применяют специальные камеры. Они не только ускоряют процесс сушки, но и обеспечивают равномерное высыхание древесины и предотвращают ее деформацию и растрескивание. Заготовки для будущей вагонки штиль сушатся до тех пор, пока влажность не упадет до уровня 10-15%.
Процесс производства вагонки штиль
 Изготовление вагонки штиль происходит на четырехстороннем фрезерном станке. По специальным валкам обрезные доски подаются на рабочий стол, где происходит обработка фрезами сразу с четырех сторон. В процессе прохождения заготовки ее поверхность остругивается, края скругляются, а с боковых сторон вырезаются шип и паз. Кроме того, на задней стороне делают продольные компенсационные пазы, которые позволяют обеспечить вентиляцию и справиться с температурным расширением материала.
Изготовление вагонки штиль происходит на четырехстороннем фрезерном станке. По специальным валкам обрезные доски подаются на рабочий стол, где происходит обработка фрезами сразу с четырех сторон. В процессе прохождения заготовки ее поверхность остругивается, края скругляются, а с боковых сторон вырезаются шип и паз. Кроме того, на задней стороне делают продольные компенсационные пазы, которые позволяют обеспечить вентиляцию и справиться с температурным расширением материала.
Готовая вагонка штиль может иметь различную длину и ширину — в зависимости от требований, предъявляемых производителем. Более узкие разновидности менее подвержены деформации, более широкие дают возможность ускорить отделку помещения. Длина может колебаться от 30 см до 2-3 м, а у хвойных пород — даже больше.
Далее производится сортировка по классам — A, B, C. В отдельные категории выделяют высококачественные изделия «Премиум», «Экстра» или «Элит». Чем выше класс, тем более равномерной является структура древесины и тем долговечнее она окажется. В элитных сортах нет сколов, сучков и других дефектов, однако они имеют высокую стоимость. Более доступные по цене часто применяют для отделки не слишком важных участков или надворных построек.
После изготовления некоторые производители делают дополнительную обработку вагонки штиль специальными составами, чтобы предупредить размножение грибка или обеспечить лучшую защиту от влаги. Также может производиться дополнительная термообработка или искусственное состаривание материала для интерьеров, имитирующих русские терема или средневековые трактиры. Поверхность отделочных материалов из лиственницы иногда обрабатывают специальными щетками, чтобы подчеркнуть красоту древесины.
Условия хранения товара
Готовая вагонка штиль нуждается в соблюдении правил хранения. Для древесины важно создать условия, при которых будет обеспечено сохранение низкого уровня влажности и отсутствие деформаций. Поэтому изделия чаще всего упаковывают в полиэтиленовую пленку по 10 или более штук. Далее их отправляют на склад, где поддерживается равномерная температура и уровень влажности. Правильно уложенная продукция не испытывает нагрузок, которые могли бы привести к искривлению или растрескиванию.
Важно учесть, что при покупке вагонки штиль для облицовки внутренних помещений ее необходимо распаковать и оставить в помещении на срок от трех до семи дней. Это позволит дереву приспособиться к новым условиям влажности и температуры.